obróbka cnc proces części wału
wał Części są jednym z produktów, które otrzymaliśmy najwięcej zamówień. zgodnie ze strukturą wał , Można go podzielić na trzy typy: oś optyczna, oś stopnia i oś specjalna. ich rolą jest wspieranie kół zębatych, kół pasowych i innych przekładni Części przekazywać moment obrotowy lub ruch.
stopniowa technologia przetwarzania wał jest bardziej typowy, co odzwierciedla większość treści i podstawowe zasady wał obróbka części. następujące wykorzystuje transmisję wał w przekładni redukcyjnej jako przykład wprowadzenia technologia przetwarzania ogólnego etapu wał .
1. analiza rysunku części
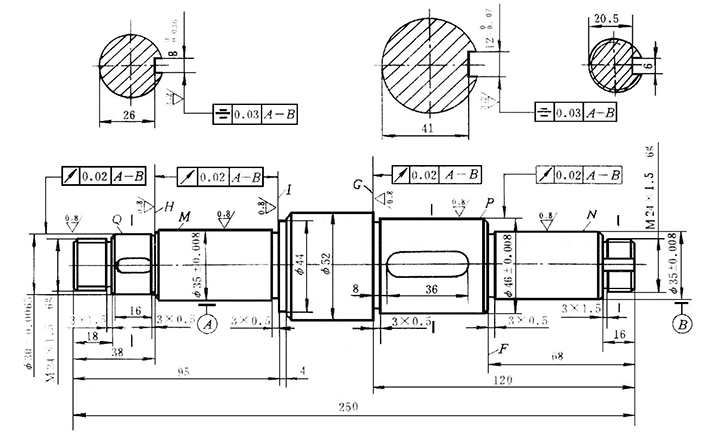
części pokazane na rysunku a-1 to napęd wał s w reduktorze. to należy do krok wał wpisz części, czyli składa się z cylindrycznej powierzchni, wał ramię, gwint, rowek chowania ogona śruby, przesuwanie się ściernicy rowek i wpust klucza. wał ramię jest zwykle używane do zainstalowania osiowego położenia części na wał . rolą każdego rowka pierścieniowego jest aby część miała prawidłową pozycję podczas montażu i ułatwić aby wycofać narzędzie podczas szlifowania zewnętrznego koła lub nici. zainstaluj klucze do przenosić moment obrotowy; gwinty służą do montażu różnych nakrętek zabezpieczających i regulacji orzechy.
według wydajność pracy i warunki, transmisja wał wzorzec (rysunek a-1) określa główne czasopisma m, n, koła zewnętrzne p, q i ramiona g, h, mam wyższe wymiary, pozycję dokładność i mniejsza wartość chropowatości powierzchni oraz wymagania dotyczące obróbki cieplnej. te wymagania techniczne muszą być zapewnione podczas przetwarzania. Dlatego też kluczowy proces tej transmisji wał jest obróbka skrawaniem czasopism m, n i okręgi zewnętrzne p, q.
2. określ puste miejsce
materiał transmisja wał jest 45 stali. ponieważ należy do ogólnej transmisji wał Można wybrać 45 stali, aby spełnić jego wymagania.
w tym przykładzie transmisja wał należy do średnia i mała transmisja wał s, a średnica każdego zewnętrznego koła nie różni się zbytnio, więc 60 mm okrągła stal walcowana na gorąco jest wybierana jako półfabrykat.
3) określić obróbka skrawaniem metoda powierzchni głównej
napęd wał s są głównie powierzchniami obrotowymi, i powstają głównie przez toczenie i szlifowanie cylindryczne. ze względu na wyższe stopień tolerancji (it6) głównych powierzchni napędu wał m, n, p i q, a chropowatość powierzchni o niskiej ra (ra = 0,8 um) po szlifowaniu wymagane jest szlifowanie. obróbka skrawaniem schemat powierzchni zewnętrznej (patrz tabela a-3) może być:
zgrubne toczenie → toczenie półwykończeniowe → szlifowanie.
4 pozycjonowanie odniesienie
rozsądnie wybranie odniesienia do pozycjonowania ma decydujący wpływ na rozmiar i dokładność położenia części. od kilku głównych powierzchni współpracujących (q, p, n, m) i powierzchnie barkowe (h, g) przekładni wał mieć bicie promieniowe i bicie koła czołowego wymagania dla osi odniesienia ab, jest to bryła wał dlatego należy wybrać środkowy otwór na obu końcach jako punkt odniesienia i należy zastosować metodę podwójnego zacisku środkowego zapewnić wymagania techniczne części.
zgrubne odniesienie to szorstki zewnętrzny okrąg ze stali walcowanej na gorąco. środkowy otwór jest obrabiane za pomocą trzyszczękowego samocentrującego uchwytu do mocowania zewnętrznego koła z okrągłej stali walcowanej na gorąco, czołowej powierzchni samochodu i środkowego otworu są wiercone. należy jednak zauważyć, że generalnie nie jest możliwe wiercenie środkowy otwór na obu końcach z pustym zaciskiem zewnętrznym. zamiast tego użyj zewnętrznego okrąg pustego miejsca jako przybliżone odniesienie. najpierw obrobić jedną powierzchnię czołową, wywiercić środkowy otwór i obróć zewnętrzny okrąg na jednym końcu. użyj trzech pazurów samocentrujący uchwyt do zaciskania (czasami położyć ramkę środkową na zewnętrznej stronie) koło samochodu w poprzednim kroku) i wywierć środkowy otwór na drugim koniec samochodu. w ten sposób środkowy otwór może być przetwarzany współosiowo.
5. etap podziału
dla części o wysokiej wymagania dotyczące dokładności, obróbkę zgrubną i wykończeniową należy oddzielić, aby zapewnić jakość części.
przetwarzanie Napęd wał jest podzielone na trzy etapy: toczenie zgrubne (zewnętrzny okrąg toczenia zgrubnego, wiercenie środka otwory itp.), toczenie półwykończeniowe (koła zewnętrzne, stopnie i centrum naprawcze) otwory i drobne powierzchnie toczenia półwykończeniowego itp.), zgrubne, drobne szlifowanie (zgrubne, dokładne szlifowanie dookoła). podział każdego etapu jest z grubsza ograniczone obróbką cieplną.
6. układ procesu obróbki cieplnej
obróbka cieplna z wał jest określany zgodnie z do jego wymagań materiałowych i użytkowych. do jazdy wał s, normalizowanie, hartowanie i odpuszczanie są stosowane częściej. to wał wymaga hartowania i odpuszczanie, i jest umieszczany po każdym zewnętrznym okręgu zgrubnego toczenia i przed każdym zewnętrznym okręgiem półwykańczającego skrętu.
na podstawie powyższego analiza, przebieg procesu transmisji wał następująco:
wygaszanie → diament otwory na obu końcach samochodu → wywiercony okrąg zewnętrzny → hartowanie jakości → napraw otwór centralny → półfabrykaty koła zewnętrzne, rowki, fazki → gwintowanie wątek → linia do obróbki klucza płaskiego → frezowany klucz → naprawa centrum szlifowania otwór → szlifowanie → inspekcja.
7. wielkość przetwarzania i wielkość cięcia
szlifowanie dodatek z dysku wał może być przyjmuje się jako 0,5 mm, a naddatek na pół ukończone toczenie można wybrać jako 1,5 mm rozmiar przetwarzania może być określony przez to, zobacz treść operacji z wał technologia przetwarzania karta.
wybór wielkość toczenia może być ustalona przez pracownika zgodnie z przetwarzaniem sytuacja w przypadku produkcji pojedynczej lub małej partii; ogólnie to można wybrać z „ obróbka skrawaniem proces ręczny ”lub„ instrukcja ilości cięcia ”.
8. Rozwinąć proces
środkowy otwór dla pozycjonowanie dokładna płaszczyzna odniesienia powinna zostać przetworzona przed obróbką zgrubną obróbka skrawaniem oraz proces naprawy środkowy otwór należy ustawić po odpuszczeniu i przed szlifowaniem. Centrum otwór jest naprawiany po hartowaniu w celu wyeliminowania deformacji obróbki cieplnej i skala środkowego otworu. środkowy otwór jest naprawiany przed szlifowaniem poprawić dokładność pozycjonowania precyzyjnej płaszczyzny odniesienia i zmniejszyć chropowatość powierzchni stożkowej. podczas formułowania technicznego proces napędu wał , podczas uwzględniając pierwotną obróbkę powierzchni, wtórną obróbkę powierzchni należy również wziąć pod uwagę. podczas pół-wykończenia ¢ 52mm, ¢ Koła zewnętrzne 44 mm i m24 mm, należy obrócić do rozmiaru określone na rysunku i przetworzyć każde podcięcie, fazowanie i gwint; trzy wpusty należy wyfrezować po częściowym wykończeniu, aby można je było przetworzyć, więc że podczas frezowania można zachować dokładniejsze odniesienie do pozycjonowania wpust i może uniknąć uszkodzenia wykończonej powierzchni zewnętrznej podczas frezowania wpust po zakończeniu szlifowania.
podczas formułowania proces, należy rozważyć układ kontroli procedury, przedmioty kontroli i metody kontroli.
słowo kluczowe : cnc, obróbka skrawaniem, wał
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
Adres e-mail : sales@xmzldjx.com
Skype : janeliui_01
Tel : +8618650120832
Whatsapp : 13306016335




skan do weechat:












