-

Co to jest drut cięcie? Cięcie drutu jest WHIC Odnosi się do stosowania narzędzi drutu (taki jak drut metalowy, drut molibdenu, itd.) do cięcia surowców (przewodzące materiały), które należy do kategorii elektrycznych Były Związek Radziecki Razalianko i jego Żona studiowała zjawisko i przyczyny uszkodzenia styków przełącznika przez wydzielanie iskrową, one stwierdził, że chwilowa wysoka temperatura iskry elektrycznej może stopić i utleniać lokalny metal i być skorodowany, w ten sposób pionierem i wynalazł EDM metoda. Maszyna do cięcia przewodu została również wynaleziona w dawnym Związku Radzieckim w 1960. Nasz Kraj był pierwszym krajem, który ma być używany w produkcji przemysłowych Obecnie większość Obrabiarki do cięcia drutuPrzyjęcie systemu sterowania mikrokomputerem z wysokim stopniem automatyzacji. Main Zastosowanie: (1) Przetwarzanie Formy; (2) części obróbki z drobnymi strukturą; (3) części obróbki z kompleksem kształty; (4) Przetwarzanie twardych przewodzących Materiały; (5) Produkcja próbna nowego produkty; (6) Cenny metal Blank. Main Funkcja: W porównaniu z tradycyjnymi metodami przetwarzania frezowania i wiercenia, cięcie przewodu ma własne cechy: (1) Używaj bezpośrednio 0,03-0,35 MM Druty metalowe jako elektrody, nie jest wymagany żaden określony kształt, który może zapisywać projektowanie elektrody i produkcji koszty; (2) Niezależnie od trudności materiału obrabianego przedmiotu, o ile jest to przewód lub materiał półprzewodnikowy, może być przetwarzany, a utrata przewodu elektrodowego jest niewielka, a dokładność przetwarzania jest wysoka; (3) Nadaje się do przetwarzania małych partii, złożonych kształtów, pojedynczych kawałków i produktów próbnych, a cykl przetwarzania jest krótki; (4) w wedm Obróbka, drut elektrody nie styka się bezpośrednio z przedmiotem obrabianym, a efekt między oboma jest bardzo mały, więc odkształcenie obrabianego przedmiotu jest niewielki, a drut elektrody i uchwyt nie potrzebuje zbyt wysoka siła; (5) Płyn pracujący przyjmuje oparty na wodę emulsja, która ma niski koszt i nie spowoduje pożaru; (6) Nie nadaje się do przetwarzania dużych części z prostymi kształtami, ani czy to przetwarza Nieprzewodzący części. Proces cięcia Kroki: Przygotuj puste miejsca obrabiane, narzędzia do mocowania, narzędzia pomiarowe itp. Przed przetwarzaniem. IF Konieczne jest obcięcie obrabianego przedmiotu wewnętrznym kształtem wnęki, lub proces wymaga przetwarzania z gwintowanym otworem, puste powinien być wstępnie wykonanym z gwintowanym otworem, a następnie postępuj zgodnie z krokami poniżej: (1) Uruchom zasilanie obrabiarek, aby wejść do systemu i przygotować przetwarzanie Program; (2) Sprawdź, czy Istnieją jakiekolwiek nieprawidłowości w każdej części obrabiarki, takie jak działanie wysokiej częstotliwości, pompy wodnej, rurki drutu, itd. (3) Drut gwintowanie, gwintowanie i pionowe Wyrównanie; (4) mocowanie przedmiotu obrabianego i wyrównania; (5) Za Drut, ustal pozycję wyjściową cięcia; (6) Rozpocznij pas drutu, włącz pompę ...
-

Czym są używane szpilki Downe za? PIN kołka jest używany głównie między śrubami przymocowanymi między dwiema częściami, aby zapewnić dokładność pozycji Wykorzystywany jest głównie do pozycjonowania montażu, a także może być używany jako połączenie ścinające przeciążenie w związku i bezpieczeństwo poziomu relaksacyjnego Urządzenia. Podstawową postacią jest cylindryczny pin i stożkowy szpilka. Nazywane są również szpilki Dowel Pozycje pozycjonujące. Let's Dowiedz się głównych funkcji i zastosowań Dowla Pinów: Pierwsze szpilki kołowe są podzielone na Cylindryczne szpilki do kołków. i Stożkowe szpilki do kołków. 1.cylindryczny Dowel Pins (Picture1 i 2) 2. Stożkowy Dowel Piny (Picture3 i 4) Różnica między je to: 1. różne przetwarzanie. Cylindryczne kołki kołowe mogą być wstępnie przetworzone, a zwykle dopasowane szpilki kołkowe. 2. Cylindryczne kołki kołków są często odpowiednie do precyzyjnego pozycjonowania (przetwarzanie pierwszy), a stożkowe kołki kołków są często używane do częstego demontażu. 3. Cylindryczne kołki kołowe mogą odgrywać rolę przeciwciężarstwowych, stożkowych kołków kołków są często używane do pozycjonowania. Cylindryczne kołki kołowe są ustalane w rozdzieranym otworze z małymi zakłóceniami, które mogą znieść małe ładowanie. W celu zapewnienia dokładności pozycjonowania i szczelności połączenia, to powinno nie można zdemontować często. Wykorzystywany jest głównie do pozycjonowania, a także stosowany jako kołek sprzęgający i bezpieczeństwo PIN. Stożkowy kołek kołkowy ma dobrą wydajność samozabezpieczenia, dokładność pozycjonowania, wygodna instalacja i wielokrotny montaż i demontaż ma niewielki wpływ na pozycjonowanie Dokładność. Służy głównie do pozycjonowania i może być również używany jako łączący PIN. Otwór PIN musi być rozłączony. Wybór materiałów do Dowel Piny: IF Obrabiany przedmiot musi być wielokrotnie zaciśnięty podczas Użyj, stały pin powinien mieć dobrą odporność na zużycie i lepszy materiał powinien być wybrane, takie jak 20 # stal lub 45 # stal, z węglowodorem powierzchni i hartowanie. Materiał można również wybrać zgodnie z rzeczywistym Wykorzystanie. Powszechnie używane materiały są generalnie: stal nierdzewna 303 / 304 / 316, Q235, 20 # stal, 45 # Stal, mosiądz, ECT. Dostosowywanie Jest akceptowany, prosimy o wysyłanie rysunków, aby zapytać w dowolnym momencie, dziękuję!
-
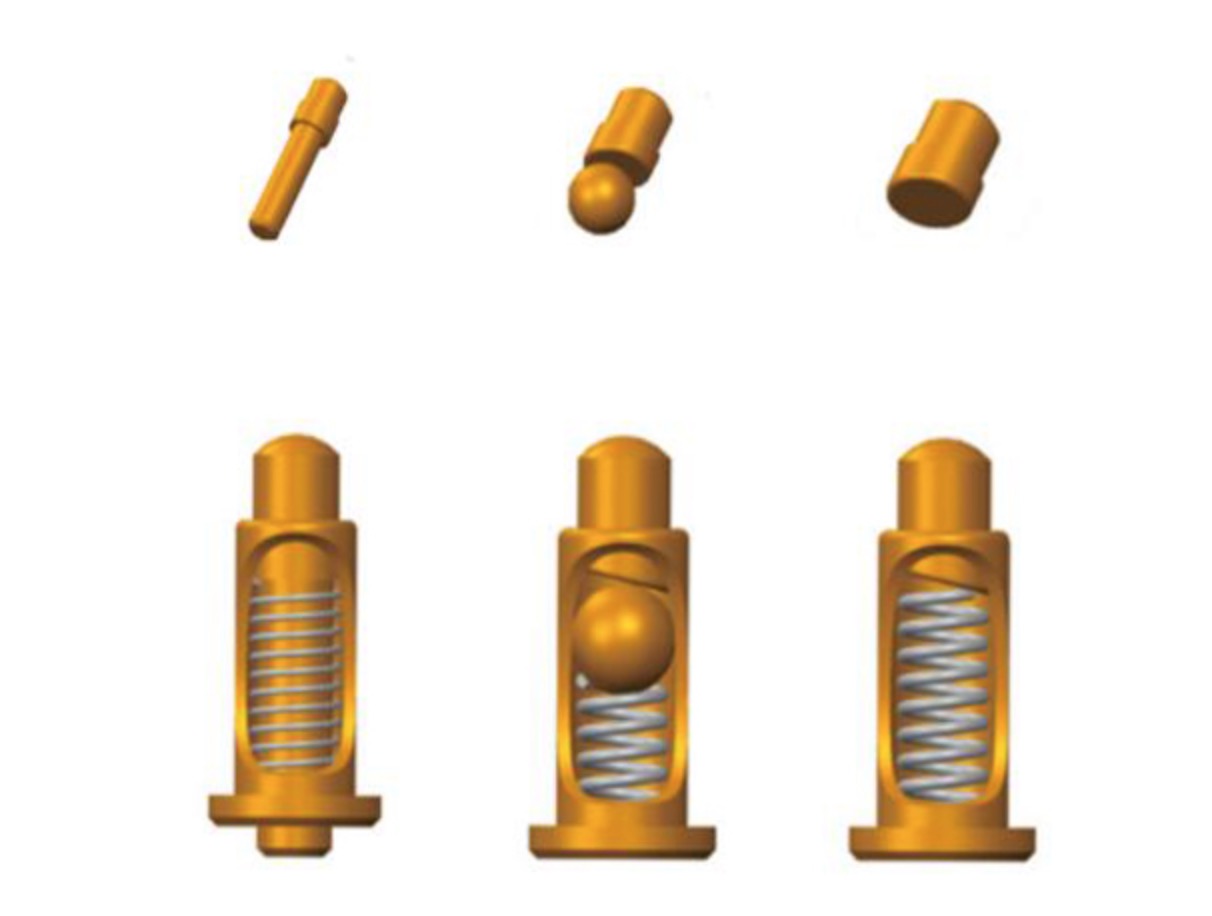
Jak do lutowni Pogo szpilki? Pogo PIN jest bardzo powszechnie używanym złączem elektronicznym, który składa się z rurki igły obrotowej, igły do obracania i kompresji Spring. Utrzymuje igłę w rurce igły i opiera się na sprężynie, aby zapewnić siłę kontaktową w celu ustalenia połączenia elektrycznego między igłą a kryciem części. Wierzę, że wielu ludzi nie wie Jak The Pogo PIN jest lutowany. więc Śledź ZLD zrozumieć jak The Pogo PIN jest lutowany na PCB deska? Przede wszystkim przedstawmy Pogo Typy pinów do Istnieje wiele rodzajów Pogo Szpilki, w tym wyprostowane Pogo Piny, bok pogo Szpilki, Dwuokształcony Pogo Szpilki, Standard Pogo Szpilki itp. Jego funkcja jest bardzo duża, a instalacja jest bardzo ważna, więc jakie są metody instalacji Pogo Piny ? Prawy kąt Lutowód Ogon: Ogon jest wygięty enkapsulację wtyczką, umożliwiając projektantom więcej wyborów w użyciu miejsca Lutówka prosty Ogon: Normalne enkapsulację wtyczki, łatwe do lutownicy. Góra powierzchniowa (SMT): Dobra stabilność, dolna część rury igły jest konstrukcja z płaskim dnem, może być instalacją pionową lub poziomą, łatwą do lutowniczym PCB deska. Niektóre rury igły są wyposażone w kołki pozycjonujące na końcu, co nie spowoduje przesunięcia gdy Lutowanie z PCB Deska, a efekt pozycjonowania jest dobry. Xiamen Zhonglida Maszyny, jako profesjonalne CNC Producent produktów, z całego serca zapewniaj produkty wysokiej jakości i usług.
-

1. Celem zarządzania nieodpowiednich produktów Zapobiec niezamierzonemu użyciu lub dostawy niskiej jakości produktów.2. Sposób zarządzania nieodpowiednich produktówDowiem się najpierw, a potem kontrola. Proces kontroli niekompetentni produkty 1. IdentyfikacjaOdszukać odpowiednich niekompletne: w podstawę lub standard dla określenia, czy produkt jest wykwalifikowany lub nie.Standardy-Produkt Wymagania —klient —Proces dokumentów-Weryfikacja dokumentów-Szablon-Wyjaśnienia i wytyczne od przełożonych 2. IdentyfikacjaIdentyfikacja statusu kontroli —Określa "do" lub "niepełne".Zespół —producent: niepełne półprodukty i surowce muszą być oznaczone "obróbki" lub "niepełne".—Inspektor pieczątki stempel kontroli w odpowiedniej rubryce opcję losową mapę, proces mapy lub zmiany porządku" jako "niewykwalifikowanych" Mark.-Jej rola jest: identyfikowalność.—Końcowy kontrola: definicja bezwarunkowe marki. Lub napisz (powiadomić) bezwarunkowego zjawiska, takie jak (nieszczelności, pęknięcia, dziury, nieregularny model, poważne wgniecenia, kilka procesów, nieprawidłowe materiałów, itp.). 3. IzolacjaWymagania: wyraźne oddzielenie od normalnych produktów.—Czerwony taca plastikowa/materiał pudełka.—Specjalnej niezależnej wadliwego produktu szafy.-Udzielenie nieograniczonej dzielnicy i umieścić wadliwych produktów w bezwarunkowej okolicy.—Zakwaterowanie produkcyjnych różni się od innych produktów, aby pokazać różnicę, a następnie pociągnij go na remont lub przebudowę obszaru w razie potrzeby.—Regularnie zorganizować personel do wadliwego produktu w celu potwierdzenia i ilościowej rejestracji 4. Wpis-Poprawnie zapisać rodzaj, seria, data weryfikacji, podstawy kontroli, ilość некондиционной produktów i wyników oględzin niekompetentnych produktów na określony akt kontroli.—Akt kontroli przeglądane i zatwierdzane w razie potrzeby.-Proces: 5. KomentarzKiedy suma jest duża, lub gdy ma on duży wpływ na reputację i środków firmy, musi być zmieniony.(1) nadzór: utylizacja opinie, podpisanymi przez kierownika inspekcji i wyżej (w razie potrzeby działu technicznego, produkcji, zaopatrzenia i sąsiednich jednostek, powinna być zorganizowana w celu przeprowadzenia przeglądu).(2) Proces weryfikacji: dla partii niewykwalifikowanych produktów, Zakład zarządzania jakością, organizuje odpowiednie urzędy i odpowiedniego personelu dla celów informacyjnych.(3) kontrola końcowa: odpowiedzialny dział kontroli jakości potwierdza rozporządzenie wnioski, i w razie potrzeby działu technicznego udział w ankiecie.6. UtylizacjaW tym: wybór i zastosowanie, naprawy, koncesji, rozporządzenia, korekcyjne i prewencyjne. (1) rozporządzenie niewykwalifikowanych zakupów—Zwrot-Przyjęcie koncesji —Wymagać od dostawcy podjąć odpowiednie działania naprawcze i zapobiegawcze środki-Nasza fabryka będzie zorganizować personel do widzenia fabryce w ciągu wielu kolejnych partii niewykwalifikowanych dostawców i duża ilość ściśle неквалифицированными dostawcami, i będzie ściśle kontrolować kolejnych partii. (2) rozporzą...
-

Плунжерное frezowanie, znany również jako osi mieleń, jest jednym z najbardziej skutecznych metod przetwarzania dla wysokiej prędkości usuwania metalu skrawaniem. Do obróbki powierzchni, toczenia rowków i toczenia wysięgach z trudno obrabialnych materiałów, zwiększenie efektywności przetwarzania плунжерное frezowanie jest znacznie wyższa, niż u zwykłego frezy. W rzeczywistości, przy dużej ilości metalu materiał musi być szybko usunięte, metoda nurkowania frezy pozwala skrócić czas obróbki o ponad połowę. ▉ zaletą Ponadto, плунжерное frezowanie ma następujące zalety: ①It może zmniejszyć deformacji obrabianego przedmiotu; ②оно W może zmniejszyć promieniowe siły skrawania, działającej na frezarka, który oznacza, że wrzeciono którego wałem systemu nosili jeszcze można użyć do врезного frezowania, nie wpływając na jakość obróbki przedmiotu; ③The narzędzie zwis duży, jest to bardzo przydatne do frezowania rowków i powierzchni obrabianego przedmiotu; ④It może dokonać rowków stopów żaroodpornych (na przykład, Inconel). Плунжерное frezowanie jest bardzo korzystne dla szorstki poddawać obróbce mechanicznej formy ubytków i zalecane dla efektywnej obróbki części dla przemysłu lotniczego. Jednym ze specjalnych aplikacji плунжерное frezowanie łopatek turbin na trzy osie cztery osie frezarka. Ten rodzaj przetwarzania, jak zwykle, musi być wykonywane na specjalnej maszynie. Zasada działania ▉ Gdy turbina ostrze zanurzyć się mielenia, można go bielony od góry obrabianego elementu do korzenia przedmiotu. Poprzez proste tłumaczenie w X-Y płaszczyzny, bardzo skomplikowane geometryczne powierzchni mogą być przetwarzane. Przy realizacji плунжерное frezowanie, krawędź frezy powstaje podczas перекрывании profil na każdej łopatce, i zanurzyć się na głębokość frezowania można osiągnąć 250mm bez drgań i szumów. Cięcie kierunek ruchu narzędzia względem przedmiotu obrabianego może być albo w dół, albo w dół. W górę, ale, jak zwykle, cięcia w dół bardziej ogólnych. Kiedy плунжерное frezowanie równi pochyłej, spadek frez wykonuje złożone ruch wzdłuż osi Z i osi X. W niektórych przypadkach traktowania, kuliste frezy, frezów czołowych lub innych frezów, może być również używany do rowków frez, frezowanie powierzchni, frezowanie fazy i frezowanie wnęk. Ilość ▉ zastosowania Specjalna плунжерное frezowanie nóż służy głównie do obróbki zgrubnej lub półwykańczającej. Można go pokroić na wklęsłą część przedmiotu lub ciąć wzdłuż krawędzi obrabianego przedmiotu. Można również bielony złożone formy geometryczne, w tym korzeń ciąć. Aby zapewnić stałą temperaturę skrawania, wszystkich trzonu wpuszczanych frezów przyjąć wewnętrzne chłodzenie. Korpus frezu i wstawić konstrukcji плунжерное frezowanie frezy może pokroić przedmiotu pod odpowiednim kątem. Zazwyczaj krawędzi skrawającej kąt nurkowania frezu wynosi 87° lub 90°, a prędkość posuwu w zakresie od 0,08 do 0,25 mm/ząb. Liczba płyt jest zaciśnięta na każdym nurkowaniu frezy zależy od średnicy frezu. Na przykład, frez o średnicy φ20mm moż...
-

NC (Sterowanie cyfrowe, cyfrowe sterowanie, nazywają numerycznie) odnosi się do korzystania z dyskretnego cyfrowego informacje dla kontroli pracy maszyn i innych urządzeń, które mogą być zaprogramowane przez operatora. CNC Zastosowanie technologii CNC Opracowanie technologii CNC dość szybkie, co znacznie zwiększa wydajność obróbki formy. Wśród nich procesor szybsze tempo pracy jest podstawą rozwoju CNC technologia . Poprawa cpu jest nie tylko poprawa pracy prędkość, ale prędkość sama w sobie zakłada również rozwój technologii CNC w inne aspekty. Z powodu dużych zmian w technologii CNC w ostatnich latach warto przegląd współczesnego stanu zastosowaniu technologii CNC do formularza przemysł wytwórczy. Blok przetwarzania czasu, a inne z powodu wzrost prędkości przetwarzania PROCESORA i CNC producenci pracujący z dużą prędkością Procesory dla wysoko zintegrowanych systemów sterowania CNC, wydajność CNC została znacznie poprawiła się. Szybciej i bardziej wrażliwych systemów osiągnięcia bardziej po prostu większa prędkość przetwarzania programu. W istocie, system, który może obsługiwać część programy obróbki na dość dużej prędkości może też zachowywać się jak małe prędkości system obsługi w trakcie eksploatacji, ponieważ nawet w pełni funkcjonalnego systemu CNC istnieją pewne potencjalne problemy, które mogą stać się ograniczenia wąskie szybkość przetwarzania danych. Obecnie, najwięcej formy fabryki rozumieją to szybki traktowanie wymaga krótszego czasu przetwarzania. W wielu strony, sytuacja ta jest bardzo podobna do jazdy samochodem. Będzie najszybszy samochód Zwycięstwo wyścig? Nawet widz, który ogląda czasami wyścigowego samochodu wie, że w oprócz prędkości, istnieje wiele czynników, które wpływają na wynik wyścigu. Po pierwsze, wiedza kierowcą utwór jest ważne: musi wiedzieć, gdzie są ostre zakręty, tak, że może on spowolnić prawidłowo i przekazać krzywa bezpiecznie i skutecznie. W proces obróbki formy z dużą prędkością posuwu, aby być przetwarzane technologie monitorowania trajektorii w CNC można uzyskać informacje na ostrych krzywe z góry. Funkcja ta odgrywa tę samą rolę. Podobnie, czułość kierowcy do inne sterowniki działań i niepewności jak na pokój Serva opinie na CNC. Opinie serwa CNC, w zasadzie zawiera czujnik sprzężenia zwrotnego położenia, prędkość sprzężenia zwrotnego i ze sprzężeniem zwrotnym. Gdy kierowca jedzie po torze, spójność ruchu, może zahamować i umiejętnie przyspieszenia, ma bardzo duży wpływ na wydajność kierowcy na miejscu. Podobnie колоколообразного przyspieszania/hamowania i poddawanych obróbce śledzić monitorowanie funkcje systemu sterowania CNC użyć powolne rozpędzanie/hamowanie zamiast gwałtowne zmiany prędkości dla zapewnienia płynnego przyspieszenia maszyny. Ponadto, istnieją inne podobieństwa między samochodem i system sterowania CNC. Moc silnika wyścigowego napędu i silnika CNC. Ciężar samochodu wyścigowego można porównać z masy ruchomych części w maszynie. Sztywność i wytrzymałość samochód wyścigowy podobne na wyt...
-

Podstawowe wymagania dotyczące silnik napędowy jakie są podstawowe wymagania dla wałów silnika? (1) musi mieć odpowiednią wytrzymałość. Czyli przy normalnym obciążeniu i podane są w specjalne warunki (np. nagłe zwarcie itp.), każda część wału nie może produkować trwałych deformacji lub uszkodzeń. (2) musi mieć wystarczającą sztywność. Czyli ugięcie obracającego się wału musi być w granicach dopuszczalnego zakresu. (3) powinna być wystarczająca różnica między krytycznej prędkości i prędkość pracy, aby uniknąć rezonansu. Xiamen Zhonglida Taktujący Co. Maszyneria, LTD. ma ponad 50 zestawów producenci wału silnika, takich jak maszyny pomiarowe, precyzyjne tokarki, бесцентрово-szlifierki, powierzchni szlifowania, kulisto-szlifierki, centra obróbcze CNC, i inne najwyższej klasy sprzęt. Może obsługiwać materiałów, takich jak stal, żelazo, aluminium, miedź i inne materiały. Czas przetwarzania może być 2-600mm, średnica obróbki może być 2-210 mm, a dokładność obróbki może być 0.005. Można być frezowane, wiercone, i zapukał. Przewody, świetlówek i innych procesów. Firma posiada wysoki poziom system przetwarzania, z wstępnych sprzętem i silnym technicznym wysiłku, aby zapewnić klientom doskonałą obsługę. Od wielu lat nasza firma zdobyła szerokie uznanie u wielu klientów za jej silną techniczne wytrzymałość, doskonałe pre-sprzedaży, obsługa i dobra reputacja.
-

Reduktor przekładni-jest to dysk, który zmienia kierunek jazdy. W procesie przenoszenia siły, tworzonego ciśnieniem duża, tarcie jest poważny, i ciepło też duże. Aby uniknąć klejenia, w doborze materiałów, miękkich stopów często używane ze względu na niższe prędkości przekładni ślimakowej, aż robak jest zastosowanie stali o większej wytrzymałości. Ilość głowic robaka mogą być wybrane zgodnie z współczynniku transmisji i wymagania co do wydajności transmisji. Ilość głowic robaka małych, przełożenie skrzyni biegów ogromny, ale skuteczność jest niska. Aby zwiększyć wydajność, ilość głowic robaka powinna być zwiększona. Ale więcej głowy robaka, tym trudniej traktowanie. W spełnianiu wymagań transmisja, tym mniejsza ilość bramek robaka, tym lepiej. Zwykle są wyposażone w urządzenie do kontroli Wirnika za głową wentylator elektryczny. Po kliknięciu na którą wentylator może być włączony, i kierunek obrotów wentylatora może być rozwiązany poprzez wyciągnięcie. Dolna część, która zarządza obrotową głowicę, wentylator elektryczny można uznać za korbowy mechanizm rocker. Prowadzona przez koło zębate ślimakowe, dolna koło zębate obraca się wraz z nim i dźwignia, podłączonych do niego, może się poruszać w obrębie danego kąta pod napęd, w ten sposób osiągając cele rozdzielczość wentylator, kołysać głową tam i z powrotem.
-

Celem galwanizacja-to płytki metalowej powłoki do podłoża, aby zmienić właściwości powierzchni lub rozmiar podłoża. Galwanizacja może zwiększyć odporność na korozję metali, zwiększenia twardości, zapobiec ścieraniu, poprawia przewodność, gładkość, odporność na ciepło i piękną powierzchnię. W zależności od przeznaczenia nawierzchni i reakcji elektrochemicznej pomiędzy powłoką i podłożem, powłoka może być podzielony na wiele rodzajów. Materiał pokrycia Klasyfikacja ① zgodnie z celem pokryciaPowłoka zwykle ma dwa zastosowania, a mianowicie: dać lub poprawić stan powierzchni materiału, lub zrobić strukturę powierzchni materiału, mieć określone funkcje. W ten sposób w ogóle można podzielić na dekoracyjne, powłoki ochronne i funkcjonalne powłoki. 1. Ochronno-dekoracyjne powłokiKorozji, rdzy, itp. są najbardziej poważne zagrożenie dla życia produktu, który będzie nie tylko uszkodzić wygląd, ale również wpływa na funkcję produktu. Oprócz poprawy wyglądu produktu, ogólne i dekoracyjne powłoki może również odgrywać rolę ochronną, takich jak chemiczne anty-korozja i anty-rdza lub mechanicznych anty-ścieranie, aby zmniejszyć tarcie. 2. FunkcjonalnegoFunkcjonalnego w zasadzie odnosi się do tych powierzchni, które mogą sprawić, że powierzchnia materiału ma szczególną funkcję. Różnych nowych funkcjonalnych powłok pozwala na zwiększenie twardości powierzchni materiału, zwiększenie tarcia zmniejszenie zużycia zwiększenia przewodności, obniżenia rezystancji, zwiększa magnetyzm, zapobiegania rozprzestrzeniania się i wnikania, lub naprawy zużytych części. ② . Klasyfikacja elektrochemicznej związku między powłoką a podłożemWedług elektrochemicznej związku między powłoką a podłożem, powłoka może być podzielona na miejscu katody nakładanie powłok i powłokę anodowaną. Żywość z metalu, różne, co również jest ważne dla określenia rodzaju pokrycia. 1. Miejscu katody podłogowaBlachy podkład z катодного pokrycie jest bardziej aktywny niż podłogowa. Takie pokrycie jest zwykle pokrywają podłoże w pełni chronić podłoże. Typowe są miedziowanie i niklowanie stali. Ponieważ miejscu katody powłoka ma pewną grubość, wywiera działanie ochronne na podłoże. W ten sposób żądany grubości i porowatości. Zazwyczaj, grubościomierze powłok służy do kontroli grubości powłoki. 2. Powłokę anodowanąSrebrzenie anodowanego metalu powłoki jest bardziej aktywny niż podłoże. Gdy powłoka spełnia agresywnych substancji, to powłoka będzie корродировать po pierwsze, chroniąc powierzchnię przed korozją. Zazwyczaj jest pokrycie cynku na stali. Powyżej klasyfikacji poszycia wiedzy, zorganizowany przez redaktora. Jeśli chcesz dowiedzieć się metoda pomiaru grubości powłoki i powłoki grubości produktu, proszę, naciśnij "jak korzystać czujnik grubości powłoki do pomiaru grubości powłoki" dla szczegółów....
-

Niska prędkość odcinka przewodu, znany także jako niski-prędkość jazdy, używany jest ciągły ruch cienkich, metalowych drutów (nazywa drutu elektrody, zwykle z miedzianych drutów) jako elektrod do wykonywania impulsowego spark absolutorium na сдельную pracy, który tworzy wysoką temperaturę powyżej 6000 stopni, itp Poddawać obróbce mechanicznej CNC samochód, który staje się częścią pracy. Zasada powolnego obróbki drutu zjawisko, że istnieje przepaść między walcówki elektrodą i przedmiotem, i wyładowanie elektryczne jest usuwany w sposób ciągły. Chodzić powoli. W przeciwieństwie do Toczenie CNC , który nadaje się do przetwarzania Kołek Pen Niski prędkość odcinka przewodu bardziej nadaje się do nieregularnych elementów, które wymagają po prawej-kąt cięcia. Niskie prędkość przewód odciął samochód bierze metoda ciągłego podawania drutu drut elektrodowy, czyli drut elektrodowy zakończy przetwarzanie przez ruchu, więc nawet jeśli przewód elektroda zużyta, może być na stałe dodał, że pozwala zwiększyć dokładność obróbki części. W chropowatość powierzchni przedmiotu obrabianego są przetwarzane powolnego podawania drutu do cięcia maszyna zazwyczaj może osiągnąć RA = 0,8 µm i wyżej, i krągłość błąd, proste błędy i przekłamania w rozmiarach powolnego podawania drutu do cięcia o wiele lepiej, niż szybko nakarmić cięcia drutu. Dla bardzo precyzyjnych elementów, niska prędkość maszyny odcinka przewodu, powszechnie stosowane. Ponadto na początku małych i średnich przedsiębiorstw, jest również bardzo często w traktowaniu rośliny dużych przedsiębiorstw, takich jak lotnictwo, motoryzacja, medycyna. ZASADA DZIAŁANIA Gięcie drutu jest obróbcze, obrabiarki, który wykorzystuje ciągły ruch cienkich metalowe przewody (tak zwane elektrody przewody) jako elektrod do wykonywania impuls iskry wyciągi na wzorzec do ekstrakcji metali oraz kryształy i formy. Temat kontakty lekki reset ciśnienia między walcówki elektrodą i przedmiotem obrabianym podczas powolnej obróbki drutu. W przypadku elastycznego drutu elektrody i kawałek pracy blisko do Powszechnie uważa się bitowym przedziale (np. z 8 do 10 µm), Iskra rozładowanie się nie dzieje. Nawet gdy drutu elektrody skontaktował się z pracy kawałek i pęknięcie nie jest już widoczny od mikroskopu, często nie widoczne. W Iskrę, dzieje normalnego spark absolutorium tylko wtedy, gdy część pracy łuki drutu elektrody i odchyla się na pewną odległość (kilka mikrometrów kilkadziesiąt µm). W tym czasie, dla każdego 1 µm drutu elektrody karmić, bit okres nie zmniejsza się do 1 µm, a drutu elektrody zwiększa mało napięcie między przewodami, i część pracy zwiększa się trochę z boku ciśnienia. Oczywiście, tylko po zapisaniu mały docisk między drutu elektrody i przedmiotu obrabianego do kształtowania spark absolutorium. Na podstawie z tego, uważa się, że istnieje pewna electrochemically generowanych izolowanie średni film Między elektrody drutem i częścią Charakterystyka przetwarzania Jakość Powierzchni (1) nanosekundy wysoki szczytowy prąd pulsu ...
-

Opis: w procedurach obsługi elementów, tych drobnych szczegółów, takich jak bary potrzebne muszą być przetwarzane w jednym czasie, i te części powinny być rozpatrywane w trybie wsadowym. W większości przypadków będzie on używany. Pogo Kod pin , Mosiężne продетые wątku wstawić do tworzyw sztucznych , 316 stal nierdzewna kołki , mały agd kopalni , mosiężne dławiki kablowe i innych okrągłych symetrycznie produkty wchodzą w ten zakres, podczas gdy on zakłada traktowanie kluczowych elementów, takich jak średnica przedmiotu obrabianego, nie kiedy średnica jest zbyt duży (średnica nie może być większa niż 52 mm), tokarki CNC ma wielkie korzyści we wszystkich aspektach. Jeśli w połączeniu z odpowiednim sprzęt-zasilacz (CNC, automatyczna tokarka CNC precyzji), zazwyczaj są używane do dystrybucji. Mogą mieć większą przewagę), tak że w odniesieniu do tego zestawu sprzęt, to jest stosunkowo typowy mały zautomatyzowana linia produkcyjna, bądź to w szybkości obróbki części, cena formy produktu lub koszt całej produkcji, ma zalety niezrównaną inne maszyny narzędzia. Największa i najważniejsza różnica między CNC precyzji Automatyczne tokarki i maszyny kroczące polega na tym, że podczas pracy chodzić samochód, nóż porusza się, podczas gdy wzorzec nie rusza. CNC PRECYZJI Automatyczne tokarki już od dawna nazywają wiertarko-резательный maszyna w Chinach. Jest to w zasadzie służy do wsadowego przetwarzania małych kształcie prętów części. Większość podajniki zdać egzamin przez otwór przelotowy wrzeciona i zaciski automatyczne jest zaciśnięta. Jeśli części, które muszą być przetwarzane w procesie przetwarzania wystające na zewnątrz na pewną odległość, części muszą być wyposażone w z poradą. Jeśli ogon powinien być wykończony, wymaga drugiego wrzeciona. Jeśli części powinny być traktowane z czterema lub sześcioma otworami, a następnie potrzebne jest narzędzie do uchwytu władzy i indeksowania wrzeciona. Dla ścisłości CNC automatyczna tokarka, największą wadą jest ograniczenie materiału pręta średnica. Obecnie największy ośrodek maszyna może obrabiać elementy o średnicy 50 mm, podczas Gdy ona jest częścią co może być obrabiane CNC precyzji automatyczne tokarki, dokładność obróbki, szybkość obróbki i cięcia może nie pasować. Istnieje wiele CNC Dokładność automatyczne tokarki, ale jego główną zaletą jest to, że w jednym czasie zaciskać część może wyciąć część do 200mm długości bez zatrzymania wrzeciona. Jeśli trzeba obsłużyć stosunkowo niewielkiej części (10 mm), precyzja CNC Automatyczne tokarki i nóż może być używany, ale precyzja CNC automatyczna tokarka mogę zrobić wiele z tego niewielką część, nie zatrzymanie wrzeciona, a nóż nie może . Położenie rozcięcie precyzja CNC automatyczna tokarka do cięcia proces jest zawsze najbliżej miejsca, w którym część jest stała, więc sztywność bardzo dobrze. Frez może obsługiwać bardziej złożone i nieregularne części. Dla niektóre płaskie siedzenia płyty, które wymagają pogłębienia, nieregularne i asymetryczne CNC poddając obróbce me...
-
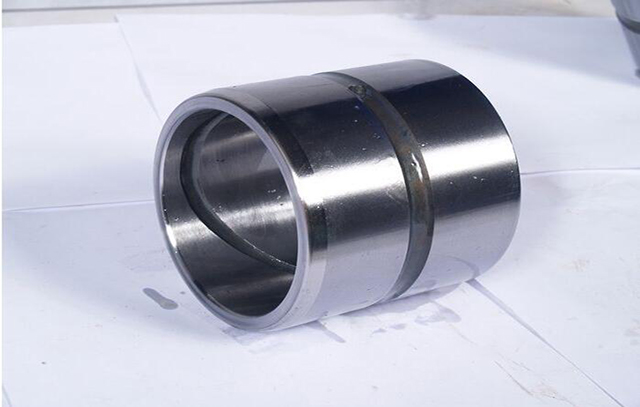
W ruchome części, części zużyte z powodu dla długotrwałego tarcia. Gdy luz między wałkiem i otworem nosi w pewnym stopniu, części muszą być zastąpione. W ten sposób projektant wybiera niższą twardość i lepszej odporności na ścieranie przy projektowaniu. W materiał stanowi tuleję wału lub tulei, która może zmniejszyć zużycie wału i fotel. Jeśli tuleję wału lub zużyta tuleja do pewnego stopnia, może on być zastąpiony. To może zaoszczędzić koszt wymiany rozrządu lub fotel. Zazwyczaj używany jest tuleja i siodło. Pasowania z wciskiem i luzem wiąże się z wału, bo zużycie jest nieuniknione w każdym razie, można tylko wydłużyć życia, i części wału stosunkowo łatwy w obróbce; niektóre nowe projektanci robią nie podoba ten projekt, myślę, że to wzrost kosztów w procesie produkcji, ale po pewnym okresie użytkowania, to jeszcze trzeba dopracować zgodnie za pomocą tej metody. Jednak, modyfikacja, najprawdopodobniej zmniejszy dokładność sprzęt. Powód jest prosty. Obróbka wtórna nie może zagwarantować położenie środka otworu siedzenia. Ponadto, tuleja służy do wymiany łożyska toczne (np. wałów) w miejscach z małą prędkością, wysokie obciążenia promieniowe i wysoki prześwit wymagania (w rzeczywistości, tuleję też jest prymitywne łożysko). Materiał wymaga niska twardość i odporność na ścieranie, w otwór wewnętrzny tulejki wałka może być ziemię i скреб dla osiągnięcia wysokich dokładność dopasowania. Tam musi być oleju wycięcie na wewnętrznej ścianie. Smar tuleje wału jest bardzo ważna. Jeśli na sucho, Wałek i tuleje wału będzie szybko upadł. Zaleca się tu łomem wewnętrzny otwór w ścianie rękawy przy montażu, który może pozostawić wiele małych dziur i zwiększyć smar 1. Zwykła tuleja łożyska, jak zwykle, funkcja jako łożysk ślizgowych. Aby zaoszczędzić materiał, grubość ścianki rękaw jest przeznaczony dla obciążeń osiowych na łożysko. Zazwyczaj odlewane z miedzi i stopów nośne materiały. Tuleję wału dzieli się na otwarte i zamknięte, która zależy od potrzeb struktury. Zazwyczaj, rękaw nie może przynieść аксиальную obciążenie, czy tylko może przynieść niewielki połączenie obciążenia. Lub dodać łożyska poprzecznego. Wał, zazwyczaj okrągłe. 2.Tuleje zazwyczaj działać jako podszewka. Wał może być wykonane w różnych kształtach, jak panewka. Tuleje mogą być wykorzystane do zapobiec korozji, usunąć spacje napędzany, etc. Tuleję wału, zazwyczaj odgrywa rolę osiach pozycjonowania, a koniec jest w kontakcie z łożysk, kół zębatych i innych części pod wpływem siły docisku. Czasami napędowy musi być uzgodniony z uszczelnieniami i inne standardowe elementy, i jest to konieczne, aby zagwarantować, że środkowa część może przechodzić przez koniec wału. Tuleję wału pierścień uszczelniający można zrobić cienki aby zagwarantować, że części przejść. Zwykła tuleja łożyska mają różne zastosowania w różnych przypadkach, może być osiowo znajduje, może zmniejszyć tarcie i wibracje, a także może być stosowany do izolacji wału od szkodliwych MEDIÓW zwiększyć napędowa życia i trwałość. W zasa...
-

Kołnierz (instrumentalna część) Kołnierza (kołnierz), znany również jako kołnierz kołnierz lub kołnierz. Kołnierz-to szczegół, który łączy Wał i wałek, i służy do połączenia pomiędzy rurą kończy. Jest również stosowany w urządzenia wejścia i wyjścia dla połączenia między dwoma urządzeniami, takimi jak reduktor kołnierz. Połączenie kołnierzowe lub kołnierz stawu należy do eksploatacji połączenie, w którym kołnierz, uszczelkę i śruby są połączone ze sobą w grupie przełączania uszczelnienie konstrukcji. Kołnierz rury należy do kołnierza są używane do rurociągów w instalacjach rurociągów, i jest używany na sprzęt należy do kolektor i kolektor kołnierze sprzętu. Są otwory w kołnierzu, i śruby szczelnie połączyć dwoma kołnierzami. Kołnierze uszczelnione uszczelkami. Kołnierz jest podzielona na połączenie śrubowe (połączenie śrubowe) kołnierz, spawania kołnierz i zapięcie kołnierza. Kołnierze są używane w parach. Wspólne przewody kołnierze mogą służy do niskich ciśnieniowych rur i kołnierzy spawanych mogą być wykorzystane do ciśnienie powyżej 4 kg. Dodać uszczelkę pomiędzy dwoma kołnierzami i dokręcić z śruby. Różne ciśnienie kołnierze mają różną grubość, i używają różne śruby. Gdy pompy i zawory, są podłączone do rurociągów, części te techniki i sprzętu w odpowiednich formach kołnierza, również znany jako połączeń kołnierzowych. Wszelkie części, połączenia śrubami na peryferiach w dwóch płaszczyznach i zamknięte jednocześnie, zazwyczaj nazywają "kołnierz", takie jak połączenia kanałów wentylacyjnych, ten typ szczegóły można nazwać "kołnierzowych detali". Jednak ten związek jest tylko część sprzętu, takiego jak połączenie między kołnierzem i pompa wodna, trudno nazwać pompa "kołnierz typu częścią". Stosunkowo drobnych, takich jak zawory, można nazwać "kołnierz części". Reduktor kołnierz, używany aby połączyć silnik i reduktor, a połączenie między reduktorem i innego sprzętu. Połączenia kołnierzowego jest do zamocowania dwóch rur, Rury armatury lub urządzeń odpowiednio w kołnierzu płyty pierwszej, i dodaj kołnierzowe uszczelki między dwoma płytami kołnierzowymi i przykręcić je śrubami, aby zakończyć związku. . Niektóre kształtki rury i sprzęt już mają kołnierze, które również połączeń kołnierzowych. Połączenie kołnierzowe jest ważnym metodą komunikacji do budowy gazociągu. Połączenie kołnierzowe jest łatwy w użyciu i może wytrzymać wysokie ciśnienie. W przemysłowych rurociągach, w domu, średnica rury mały i ciśnienie niskie, i kołnierzowe nie widoczne. Jeśli w kotłowni lub w hali fazy, kołnierzowych rur i urządzeń wszędzie. [1] Według metody komunikacji kołnierz typy połączeń można podzielić na: rodzaj płyty płaskie do spawania kołnierz, płaski spawania szyi kołnierz, spawania kołnierz szyi, Socket spawania kołnierz, gwint kołnierz, kołnierz pokrywy, kołnierz szyi spawania pierścień wolne ramię, spawanie pierścień luźny rękaw, kołnierz, pierścień powierzchnia rowka kołnierza i kołnierza pokrywy, duże płaski kołnierz o średnicy dużej średnicy wysoki kołni...
-

proszek disiarczku wolframu jako powłoka smarna proszek disiarczku wolframu można natryskiwać na powierzchnię podłoża suchym zimnym powietrzem pod ciśnieniem 0,8 MPa (120 psi). natryskiwanie można przeprowadzić w temperaturze pokojowej, a powłoka ma grubość 0,5 mikrona. alternatywnie proszek miesza się z izopropanolem w celu nałożenia lepkiej substancji na podłoże. obecnie powłokę z disiarczku wolframu stosowano w wielu dziedzinach, takich jak części samochodowe, części do silników wyścigowych, części lotnicze, łożyska, wały, pojazdy głębinowe, narzędzia tnące, ostrza, narzędzia tnące, noże, uwalnianie formy, wysoka precyzja łożyska, elementy zaworów, tłoki, łańcuchy itp. ponadto dwusiarczek wolframu jest również stosowany jako kolorowy pędzel w przemyśle węglowym. może też być zastosowanym do super twarde materiały i materiały do drutu spawalniczego. disiarczek wolframu może całkowicie zastąpić disiarczek molibdenu, przy porównywalnej cenie, lepszej jakości i lepszych parametrach. ponadto, ze względu na wyjątkowo niski współczynnik tarcia (0,03 w warunkach dynamicznych i 0,07 w warunkach statycznych) proszku disiarczku wolframu, jego pole zastosowania jest nieskończenie szerokie. wszystko jest możliwe, jeśli chcesz to zdobyć.
-

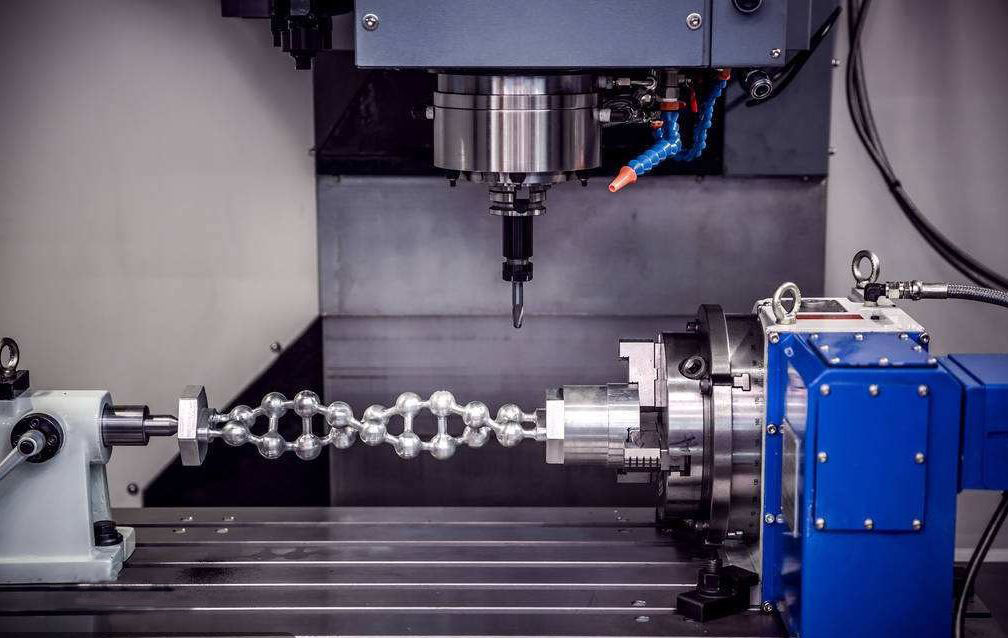
które produkty mogą być przetwarzane przez centrum obróbcze cnc 1. które produkty mogą być przetwarzane przez centrum obróbcze cnc centra obróbkowe nadają się do skomplikowanej obróbki, wielu procedur i wysokich wymagań, które wymagają użycia różnego rodzaju zwykłych obrabiarek i wielu narzędzi, osprzętu oraz wielu obróbek i regulacji w celu uzupełnienia części. głównymi obiektami przetwarzania są części skrzynek, złożone zakrzywione powierzchnie, części kształtowe, dyski, tuleje, części płytowe i specjalne przetwarzanie koralików. 2. Centrum obróbcze cnc może przetwarzać części skrzynek części pudełkowe ogólnie odnoszą się do części z więcej niż jednym systemem otworów, wnęką wewnątrz i pewną proporcją w kierunkach długości, szerokości i wysokości. takie części są częściej stosowane w obrabiarkach, samochodach i samolotach. takie części zwykle wymagają wielopozycyjnego systemu otworów i obróbki płaszczyzn, z wysokimi wymaganiami tolerancji, szczególnie surowymi wymaganiami dotyczącymi tolerancji kształtu i położenia, zwykle poprzez frezowanie, wiercenie, rozszerzanie, wiercenie, rozwiercanie, rozwiercanie, pogłębianie, gwintowanie i inne procesy. istnieje wiele narzędzi, trudno jest obrabiać na zwykłych obrabiarkach, liczba zestawów narzędzi jest wysoka, koszt jest wysoki, cykl obróbki jest długi, wymagane jest wiele mocowań, kalibracja jest prawidłowa, a liczba pomiarów ręcznych jest wielki. narzędzia muszą być często zmieniane podczas przetwarzania. ważne jest to, że dokładność jest trudna do zagwarantowania. w przypadku centrów obróbczych przetwarzających części typu skrzynkowego, gdy istnieje wiele stacji obróbczych, można wykonać części wymagające wielu obrotów stołu. ogólnie wybiera się poziome centra obróbcze do wytaczania i frezowania. gdy jest mniej stanowisk obróbczych, a rozpiętość nie jest duża. gdy jest duży, możesz wybrać pionowe centrum obróbkowe do obróbki z jednego końca. powierzchnia złożona centrum obróbcze cnc zajmuje szczególnie ważne miejsce w branży obróbki skrawaniem, zwłaszcza w przemyśle lotniczym i kosmicznym. ukończenie złożonej powierzchni jest trudne lub niemożliwe przy użyciu zwykłych metod obróbki. w Chinach tradycyjną metodą jest stosowanie odlewania precyzyjnego i możliwe jest, że jego dokładność jest bardzo niska. Centrum obróbcze 3.cnc może przetwarzać złożone zakrzywione części powierzchni takie jak: różne wirniki, koła prowadzące wiatr, powierzchnie sferyczne, różne zakrzywione matryce formujące, śmigła i śmigła pojazdów podwodnych oraz niektóre inne swobodne powierzchnie. części te mogą być przetwarzane przez centra obróbcze. bardziej typowe to: a. krzywka centrum obróbczego CNC krzywki, jako podstawowe elementy mechanicznego przechowywania i transmisji informacji, są szeroko stosowane w różnych automatach. takie części mają różne krzywki tarczowe, krzywki cylindryczne, krzywki stożkowe, krzywki cylindryczne i krzywki końcowe. obróbka tego rodzaju części może wybrać trzyosiowe, czteroosiowe zawieszenie lub ...
-
obróbka cnc ogólnie dotyczy obróbki cnc precyzyjna obróbka sterowana komputerowo, tokarki do obróbki cnc, obróbka cnc frezarki, wiertarki do obróbki cnc i frezarki itp. wprowadzenie cnc jest również nazywany gongiem komputerowym cncch lub obrabiarka cnc. to właściwie nazwa z Hongkongu. później było wprowadzono do delty rzeki perłowej w Chinach kontynentalnych. w rzeczywistości jest to cnc frezarka. jest to nowy typ technologii przetwarzania. głównym zadaniem jest kompilować programy przetwarzające, czyli zamieniać oryginalną pracę ręczną programowanie komputerowe. oczywiście musisz mieć doświadczenie w manualu przetwarzanie. wyznaczanie tras obróbki cnc odnosi się do trasy przetwarzania tokarki nc ścieżka, którą narzędzie tokarskie porusza się od punktu ustawienia narzędzia (lub stałej początek obrabiarki), dopóki nie powróci do tego punktu i nie zakończy program obróbki, w tym ścieżka obróbki skrawaniem i bez cięcia takie jak wycinanie i wycinanie pustej ścieżki podróży. droga podawania do wykończenia jest zasadniczo wykonywany wzdłuż konturu jego części. dlatego w centrum uwagi Określenie drogi posuwu oznacza określenie drogi posuwu dla obróbki zgrubnej i pusty skok. w obróbce tokarek cnc, określenie tras przetwarzania zasadniczo odbywa się zgodnie z następującymi zasadami. ① precyzja i należy zagwarantować chropowatość powierzchni obrabianego przedmiotu. ② zrobić najkrótszą trasę przetwarzania, skróć bezczynny czas podróży i popraw wydajność przetwarzania. ③ uprościć obciążenie obliczeniami numerycznymi i uproszczenie procedur przetwarzania. ④ dla niektórych programy wielokrotnego użytku, należy stosować podprogramy. cnc plusy i minusy Obróbka cnc ma następujące cechy Zalety: ① zmniejszyć wiele narzędzi i nie potrzeba skomplikowanych narzędzi do obróbki części o skomplikowanych kształtach. jeśli chcesz zmienić kształt i rozmiar części, ty wystarczy zmodyfikować program obróbki części, który jest odpowiedni dla nowego rozwój i modyfikacja produktu. ② stabilny jakość przetwarzania, wysoka dokładność przetwarzania i wysoka powtarzalność, dostosuj się do wymagania dotyczące przetwarzania statku powietrznego. Production produkcja wydajność jest wyższa w przypadku produkcji wielu odmian i małych partii, co może skrócić czas przygotowania produkcji, dostosowania obrabiarki oraz kontrola procesu i skrócenie czasu cięcia dzięki zastosowaniu optymalna ilość cięcia. Can może przetwarzać złożone profile, które są trudne do przetworzenia konwencjonalnymi metodami, oraz nawet części, których nie można zaobserwować. Wadą obróbki NC jest to koszt obrabiarek i wyposażenia jest wysoki, co wymaga wysokiego poziomu personel konserwacyjny. obróbka cnc Obróbka nc odnosi się do obróbki wykonywane przez narzędzia do obróbki cnc. Obrabiarki sterowane indeksem cnc są programowane i kontrolowane przez język obróbki cnc, zwykle kodem g. nc Obróbka języka kodu g informuje obrabiarkę nc, która pozycja kartezjańska używane są współrzędne, które kontrolują prędkość posuwu na...
















